Le calibrage des filaments est une étape essentielle si l’on souhaite obtenir des impressions 3D nettes, propres et sans défauts. Température, débit, supports : chaque filament a ses propres caractéristiques, même au sein d’un même type comme le PLA. Dans cet article, je vous partage ma méthode complète pour calibrer efficacement vos filaments et éviter les surprises en cours d’impression.
Pourquoi calibrer son filament en impression 3D ?
Un filament bien calibré, c’est la garantie d’un résultat optimal. Température, débit, angle de surplomb… tous ces paramètres influent directement sur la qualité des couches, l’adhérence entre elles, et l’apparence finale de la pièce. Sans calibrage, vous risquez :
- Des pâtés ou bavures dues à un débit trop élevé
- Des couches qui n’adhèrent pas si le débit est trop faible
- Des effets “toile d’araignée” en cas de température inadaptée
- Des supports inutiles ou manquants selon l’angle d’impression
Calibrer un filament, c’est donc connaître ses limites et tirer le meilleur de ses propriétés.
La tour de température (ou tour de chauffe)
La tour de température — aussi appelée tour de chauffe — est un modèle test qui permet de déterminer la température idéale d’un filament. Elle se présente sous la forme d’un objet vertical imprimé avec des variations de température tous les quelques millimètres en hauteur.

Elle permet notamment de repérer :
- La zone de “stringing” (filaments fins entre les couches)
- Les zones où les couches sont trop fondues ou pas assez adhérentes
- L’angle maximal que le filament peut tenir sans support
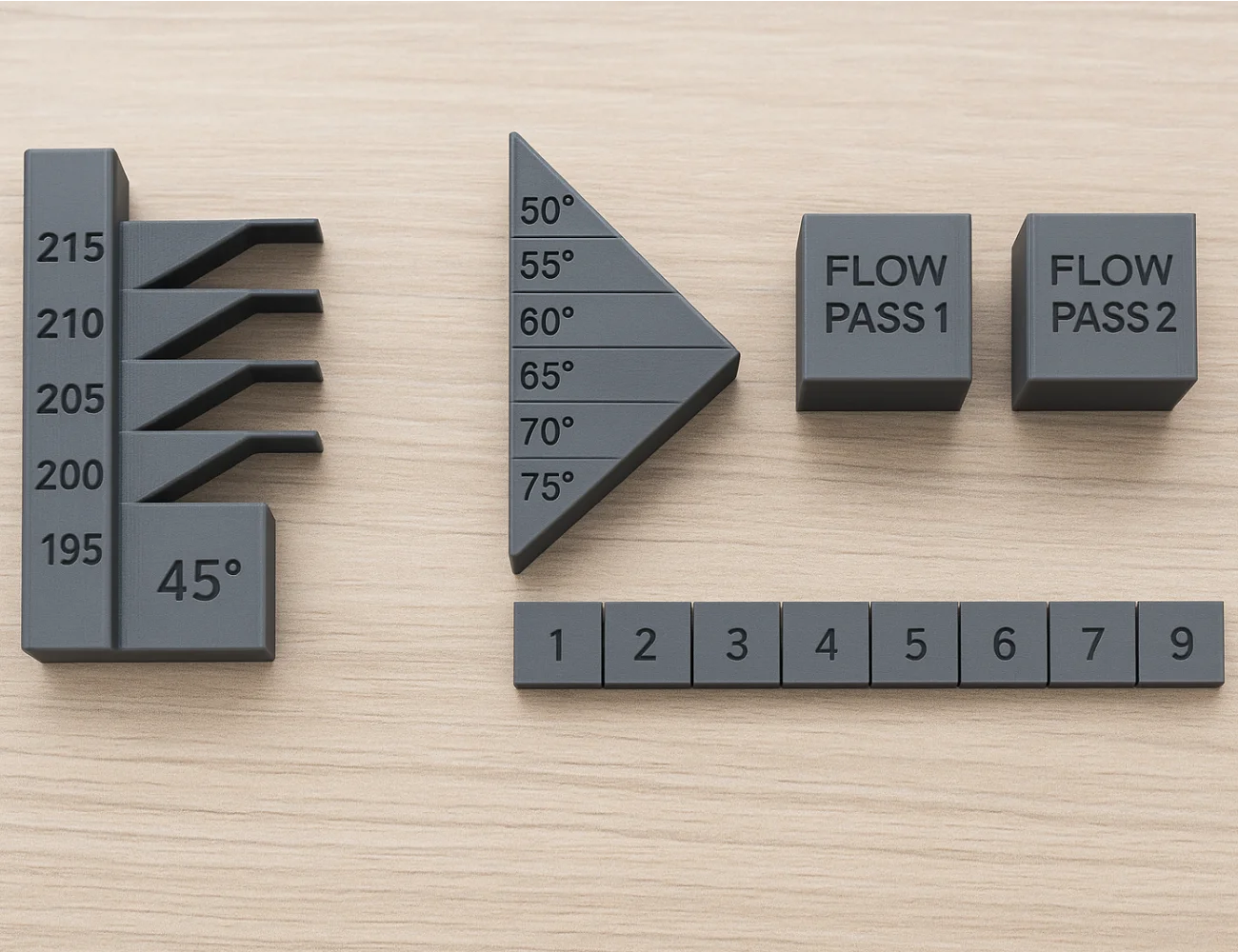
Par exemple, sur un PLA noir de chez Sunlu, j’ai pu observer que la plage idéale se situe entre 215°C et 220°C avec un angle de 45°. Résultat : les bords sont nets, pas de stringing, et les couches sont bien soudées.
Déterminer l’angle maximal sans support
Un autre élément clé à tester est l’angle maximal que votre imprimante peut imprimer sans générer de support. Les imprimantes FDM ne peuvent pas imprimer dans le vide (la gravité fait son office), et au-delà d’un certain angle, le filament s’affaisse.

Chez Bambu Lab, par exemple, on estime qu’à 50°, c’est la limite avant que le filament ne commence à chuter sans support. Tester cet angle vous permet d’optimiser vos impressions : moins de support, moins de post-traitement, plus de rapidité.
Astuce : vous pouvez parfois “tricher” en augmentant la ventilation pour que le filament refroidisse plus vite. Mais attention, ça ne remplace pas un bon support.
Le calibrage du débit (flow rate)
Le débit, ou “flow rate”, influence directement la quantité de filament extrudée. Un débit mal réglé peut complètement ruiner une impression, même si la température est parfaite.
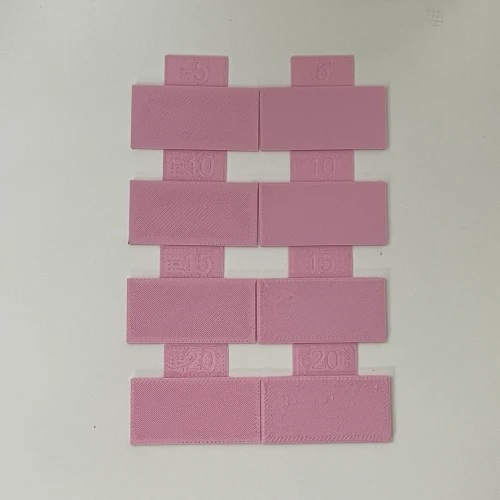
Voici ce qu’on observe :
- Débit trop élevé : pâtés, surfaces bombées, couches mal superposées
- Débit trop faible : interstices visibles, manque d’adhérence, pièces fragiles
Chez Bambu Lab, le calibrage se fait en deux étapes, appelées Flow Pass 1 et Flow Pass 2.
Flow Pass 1
Cette première étape consiste à imprimer une série de petits rectangles numérotés (de 1 à 9). On observe ensuite la surface supérieure de chaque rectangle : le but est de trouver celui qui est le plus lisse, sans surépaisseur ni creux.
Flow Pass 2
Une fois le meilleur rectangle identifié, on transmet cette valeur à l’imprimante pour qu’elle ajuste automatiquement le débit. Cette étape permet d’assurer une homogénéité parfaite sur les couches supérieures, très utile pour les pièces visibles.
Faut-il calibrer chaque bobine de filament ?
À mon sens, oui. Chaque marque de filament — voire chaque bobine — peut avoir des variations. Personnellement, je refais au minimum le test de débit pour chaque nouvelle bobine, même si je ne relance pas toujours une tour de température pour du PLA.
Si vous obtenez un résultat décevant malgré des réglages “parfaits” dans le slicer, le problème vient souvent du calibrage du filament.
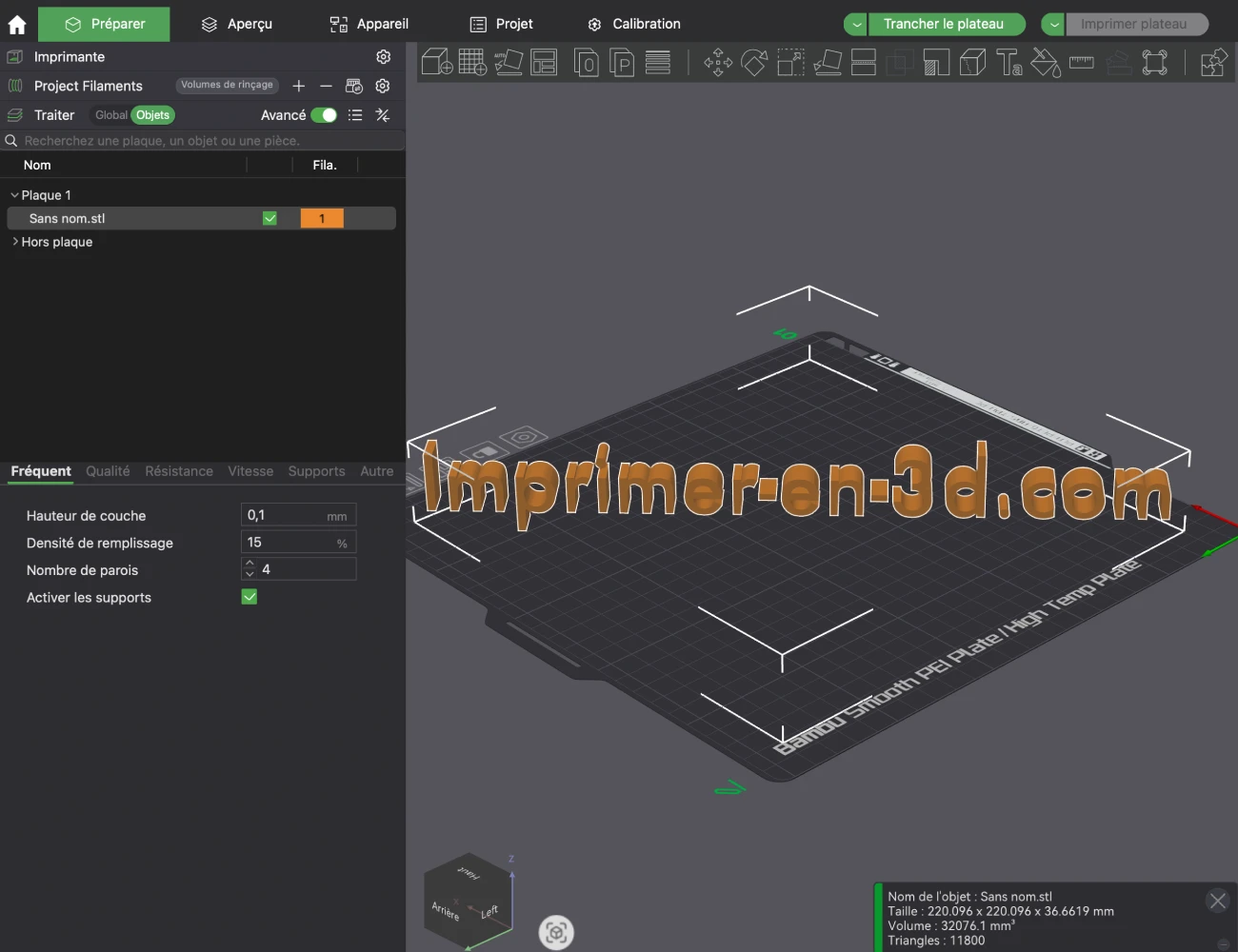
Bonnes pratiques pour débuter
Voici mes conseils pour bien démarrer :
- Ne vous prenez pas trop la tête si vous imprimez des pièces destinées à être poncées ou post-traitées (peinture, apprêt, etc.).
- Si vos pièces doivent être esthétiques directement après impression, prenez le temps de calibrer débit et température.
- Un calibrage complet prend entre 1h30 et 2h au maximum, et une fois terminé, vous êtes tranquille pour toute la bobine.
- Gardez un œil sur l’humidité de vos filaments. Même parfaitement calibré, un filament humide produira des bulles, du stringing, ou des couches irrégulières.
Conclusion
Le calibrage de filament est souvent sous-estimé, mais c’est un gain énorme en qualité d’impression, en fiabilité et en satisfaction. Avec une tour de température, un test de débit bien mené, et un contrôle de l’humidité, vous avez toutes les cartes en main pour obtenir des impressions nettes et professionnelles — même avec du PLA classique.
Vous verrez : une fois qu’on prend l’habitude, calibrer devient une routine rapide… et les résultats parlent d’eux-mêmes.
Et vous, avez-vous déjà calibré vos filaments ? Avez-vous remarqué des différences flagrantes entre marques ? Partagez vos retours dans les commentaires !